حداقل تعداد میکرومتر
حداقل تعداد میکرومتر = گام پیچ دوک / عدم تقسیم در دوک
قطعات خارجی میکرومتر
شکل یک میکرومتر خارجی را نشان می دهد. برای اندازه گیری قطر خارجی و طول قطعات کوچک با دقت 0.01 میلی متر استفاده می شود. اجزای اصلی کولیس خارجی عبارتند از:
- قاب فولادی U شکل
- سندان و دوک
- مهره قفل
- آستین یا بشکه
- انگشت شست
- چوب دستی
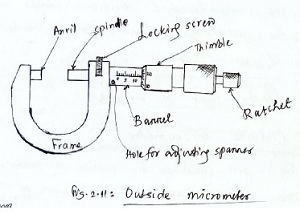
میکرومتر بیرونی دارای قاب U شکل یا C شکل است. تمام قطعات میکرومتر را در کنار هم نگه می دارد. فاصله قاب اجازه می دهد حداکثر قطر یا طول کار اندازه گیری شود. این قاب عموماً از فولاد ، چدن ، چدن چکش خوار یا آلیاژ سبک ساخته شده است. مطلوب است که قاب میکرومتر با گیره های انگشتی مناسب از مواد عایق حرارتی تهیه شود.
سندان و دوک
میکرومتر دارای یک سندان ثابت است که 3 میلی متر از قاب سمت چپ بیرون زده است. قطر سندان با قطر دوک یکسان است. یک سندان متحرک دیگر در قسمت جلوی دوک ساخته شده است. سندان ها به صورت دقیق زمین گیر شده اند و صورت اندازه گیری آن صاف و موازی با دوک است. این ها با چهره های WC نیز موجود است. دوک نما اندازه گیری متحرک با سندان در قسمت جلویی است. دوک با مهره درگیر می شود. در تمام طول سفر باید آزادانه و روان اجرا شود. بین پیچ دوک و مهره نباید هیچ عکس العملی وجود داشته باشد. هنگامی که میکرومتر در حال قرائت کامل است باید مهره و پیچ کاملاً درگیر شود.
لوکن
همانطور که در شکل نشان داده شده است ، مهره قفل بر روی دوک میکرومتر قرار داده شده است تا زمانی که میکرومتر در قرائت صحیح قرار دارد ، قفل شود. طراحی مهره قفل به گونه ای است که بدون تغییر فاصله بین صفحات اندازه گیری ، اسپیندل را به طور موثر قفل می کند. بنابراین دوک نخ را در تراز کامل حفظ می کند.
آستین یا بشکه
آستین به طور دقیق تقسیم شده و به وضوح در تقسیم 0.5 میلی متر در طول آن مشخص شده است که به عنوان مقیاس اصلی عمل می کند. روکش کروم دارد و برای تنظیمات صفر قابل تنظیم است.
Thimble
انگشت شست را می توان بر روی بشکه حرکت داد ، دارای 50 تقسیم مساوی در اطراف آن است.
چرخ دستی
چوب دستی در انتهای انگشت انگشت ارائه می شود. برای اطمینان از اندازه گیری دقیق و جلوگیری از وارد شدن فشار زیاد به میکرومتر استفاده می شود. هنگامی که دوک نزدیک سطح کار می شود تا اندازه گیری شود ، اپراتور از پیچ چوب دستی برای محکم کردن انگشت استفاده می کند. هنگامی که فشار صحیح (یکنواخت) اعمال می شود ، چوب دستی به طور خودکار می لغزد و از اعمال فشار زیاد جلوگیری می کند.
محدوده میکرومتر
معمولاً حداکثر اندازه میکرومتر 25 میلی متر است. آنها در محدوده های اندازه گیری 0 تا 25 میلی متر ، 25 تا 50 میلی متر ، 125 تا 150 میلی متر تا 575 تا 600 میلی متر موجود هستند.
روش اندازه گیری ابعاد با استفاده از میکرومتر
- میکرومتر را با محدوده اندازه گیری دلخواه انتخاب کنید.
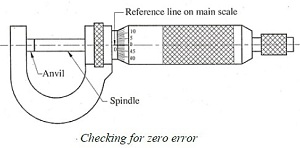
- میکرومتر را برای خطای صفر بررسی کنید. با تماس با صورت های سندان و دوک می توان آن را بررسی کرد. صفر در انگشت شست باید با صفر در خط مرجع در بشکه (مقیاس اصلی) مطابقت داشته باشد ، همانطور که در شکل نشان داده شده است. اگر این اتفاق نیفتاد ، خطای صفر در میکرومتر وجود دارد که باید در قرائت نهایی محاسبه شود.
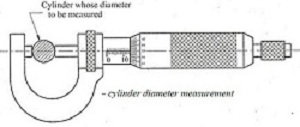
به همانطور که در شکل نشان داده شده است قطعه کار را که بین سندان و دوک اندازه گیری می شود نگه دارید. سپس با استفاده از راچت آخرین تنظیم را انجام دهید و آن را با کمک مهره Jock قفل کنید.
حال ، قرائت مقیاس اصلی را در نظر بگیرید، فرض کنید که مقیاس اصلی 13 میلی متر است ، همانطور که در شکل نشان داده شده است. قرائت انگشت شست را که منطبق با خط مرجع در بشکه است ، بگیرید. خط تقسیم 35 همزمان با خط مرجع است.
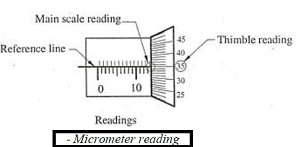
مجموع قرائت = خواندن مقیاس اصلی + (L.C. x خواندن روی انگشت شست)
= 13.5 + 0.01* 35
= 13.850 میلی متر
اقدامات احتیاطی هنگام استفاده از میکرومتر
- میکرومتر در اندازه ها و محدوده های مختلف موجود است و میکرومتر مربوطه باید بسته به اندازه قطعه کار انتخاب شود.
- میکرومتر باید از گرد و غبار تمیز شود و دوک باید آزادانه حرکت کند.
- قبل از اندازه گیری مقدار صفر را بررسی و تنظیم کنید.
- قطعه کار که ابعاد آن باید اندازه گیری شود باید در دست چپ و میکرومتر در دست راست نگه داشته شود.
- مطمئن شوید که ابعادی که باید به موازات محور دوک و سندان اندازه گیری شود ، اندازه گیری شود.
- همیشه از راش برای تنظیم نهایی و از مهره قفل برای گرفتن قرائت استفاده کنید.
- در صورت اندازه گیری قطر ، اطمینان حاصل کنید که سندان و دوک ها فقط حداکثر اندازه را لمس می کنند.
منابع خطا در میکرومتر
- ممکن است صورتهای سندان و دوک ها صاف نباشند.
- عدم موازی و مسطح بودن سندان یا دوک در برخی یا تمام قسمتهای مقیاس.
- تنظیم صفر خواندن ممکن است نادرست باشد.
- قرائت های نادرست با تقسیمات کسری روی انگشت نشان داده شده است.
- روی صورت های سندان و دوک بپوشید و نخ های دوک را بپوشید.
- خطا به دلیل فشار بیش از حد بر روی انگشت شست یا عدم استفاده از چوب دستی.
انواع میکرومتر
تعدادی میکرومتر مختلف برای کاربرد و دقت خاص موجود است.
- میکرومتر خارج
- میکرومتر داخلی
- میکرومتر ورنیه
- میکرومتر عمق
- میکرومتر نیمکت
- میکرومتر دیجیتال
- میکرومتر پیچ دیفرانسیل
- میکرومتر با سنجه سنج
- میکرومتر پیچ پیچ
داخل میکرومتر
از میکرومتر داخلی برای اندازه گیری ابعاد داخلی قطعه کار استفاده می شود. شکل 1.25 میکرومتر داخلی را نشان می دهد ، ساختار مشابه میکرومتر بیرونی است. با این حال ، میکرومتر داخلی هیچ فریم و دوکی به شکل U ندارد. راهنمای اندازه گیری از فک هایی تشکیل شده است که صورت آنها سفت شده و تا شعاع آسیاب شده اند. یکی از فک ها در انتها ثابت است و دومی با چرخش انگشت شست حرکت می کند. چیدمان قفل با فک ثابت ارائه شده است. شکل 1.26 نشان می دهد که میکرومتر دیگری برای ابعاد داخلی بزرگتر استفاده شده است. شامل دو سندان ، آستین ، انگشت شست ، راش ، توقف و میله های کششی است.
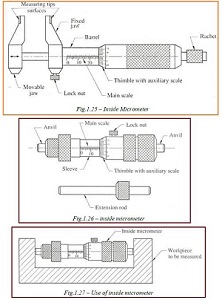
برد این میکرومتر 50 میلی متر تا 210 میلی متر است. با این حال ، می توان محدوده را توسط هر میله فرمت ارائه شده با آن افزایش داد. این میکرومتر دارای قاب و دوک نیست. نقاط اندازه گیری در انتهای شدید با سندان قرار دارند. حرکت محوری نقاط انتهایی با چرخش انگشت به دور محور بشکه انجام می شود. مجموعه ای از میله های امتداد به منظور بدست آوردن محدوده اندازه گیری وسیع ارائه شده است. قبل از اندازه گیری ، اندازه تقریبی داخلی یک قطعه کار (که اندازه آن باید با میکرومتر داخلی اندازه گیری شود) با مقیاس اندازه گیری می شود.
سپس میله فرمت را به نزدیکترین انتخاب کرده و در سر میکرومتر قرار می دهیم. سپس، میکرومتر برای خطای صفر با کمک نمونه ای با اندازه استاندارد که بعد داخلی آن مشخص است ، بررسی می شود. سپس میکرومتر در ابعادی کمی کوچکتر از قطر داخلی (سوراخ) قطعه کار تنظیم می شود. سپس سر میکرومتر به خوبی در برابر سوراخ نگه داشته می شود ، همانطور که در شکل 1.27 نشان داده شده است و سایر سطوح تماس با حرکت انگشت تا زمانی که احساس درست احساس شود تنظیم می شود. سپس میکرومتر برداشته شده و خوانش گرفته می شود. طول میله و یقه امتداد به خواندن میکرومتر اضافه می شود.
میکرومتر ورنیه
به منظور افزایش دقت ، اصل ورنیه در میکرومتر بیرونی نیز اعمال می شود. این نوع میکرومتر را می توان با طول 0.001 میلی متر خواند. میکرومتر ورنیه همانطور که در شکل نشان داده شده است. شامل سه مقیاس به شرح زیر است:
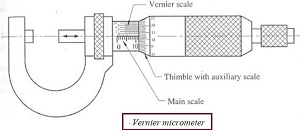
1) به مقیاس اصلی بر روی بشکه با دو مجموعه علامت تقسیم بندی شده است. مجموعه زیر خط مرجع بر حسب میلی متر و مجموعه بالای خط در 1/2 میلی متر خوانده می شود.
2) مقیاس انگشت روی انگشت با 50 تقسیم مساوی درجه بندی می شود. هر بخش کوچک انگشت نشان دهنده 1/50 حداقل تقسیم مقیاس اصلی است. حداقل مقدار تقسیم مقیاس اصلی 1/2 میلی متر است.
3) مقیاس ورنیه روی بشکه مشخص شده است. 10 لول در بشکه وجود دارد و این معادل 9 لشکر روی انگشت است. بنابراین یک تقسیم بندی در مقیاس ورنیه برابر 9/10 است که قابل تصور است. اما یک تقسیم روی انگشت شست برابر با 01/0 میلی متر است. بنابراین ، یک تقسیم در مقیاس ورنیه برابر است با حداقل تعداد میکرومتر ورنیه ، L.C. = ارزش کوچکترین تقسیم بر روی انگشت- ارزش کوچکترین تقسیم در مقیاس ورنیه.
= 0.01 - 0.009
= 0.001 میلی متر
بنابراین دقت میکرومتر ورنیه 0.001 میلی متر است.
خواندن میکرومتر ورنیه
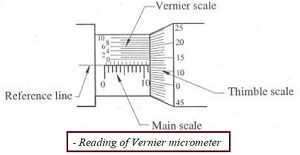
اندازه گیری اصلی مقیاس = 11.5 میلی متر
انگشت خوانی
= تعداد تقسیم انگشت همزمان با خط مرجع x L.C. از انگشت شست
= 0.01 12 12
= 0.12 میلی متر
خط چهارم مقیاس ورنیه همزمان با تقسیمات انگشت شست است
از این رو ، ورنی خواندن
= خیر تقسیم بندی ورنیه همزمان با مقیاس انگشت x L.C. از ورنیه
= 6 0. 0.001
= 0.006 میلی متر
کل خواندن = 11.5 + 0.12 + 0.006
= 11.626 میلی متر
اگر خط ورنیه همزمان با خط مرجع 0 باشد ، پس هیچ خواندن ورنیه به قرائت نهایی اضافه نمی شود.
میکرومتر عمق
میکرومتر عمق (میکرومتر عمق سنج) برای اندازه گیری عمق حفره ها ، شکاف ها و مناطق فرورفته استفاده می شود. این شامل یک پایه (صورت اندازه گیری) است که روی بشکه ثابت شده است و دوک اندازه گیری که با انگشت متصل شده است همانطور که در شکل نشان داده شده است. حرکت محوری دوک با چرخاندن انگشت شست انجام می شود.
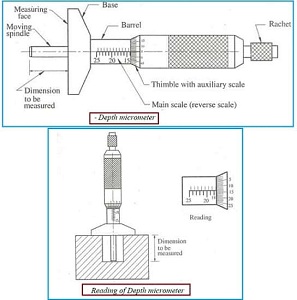
اندازه گیری بین سطح انتهایی دوک و سطح اندازه گیری پایه انجام می شود. با دور شدن دوک از پایه ، اندازه گیری افزایش می یابد زیرا فلس ها روی بشکه از حالت عادی برعکس می شوند. مقیاس صفر را نشان می دهد که دوک با سطح رو به رو می شود و حداکثر زمانی که دوک به طور کامل از پایه خارج می شود نشان می دهد. استفاده از میکرومتر عمق را نشان می دهد. مقیاس اصلی 17 است. خط تقسیم چهاردهم انگشت شست با خط مرجع. از این رو ، انگشت خوانی است.
کل خواندن = 17 + 0.14 = 17.14 میلی متر
میکرومتر عمق در محدوده 0 -25 میلی متر یا 0-50 میلی متر موجود است. با استفاده از میله های افزودنی در مراحل 25 میلی متری می توان محدوده را تا 0-90 میلی متر افزایش داد. میله فرمت را می توان به راحتی با برداشتن درپوش اسپیندل وارد کرد.
میکرومتر پیچ دیفرانسیل
میکرومتر پیچ دیفرانسیل از اصل پیچ دیفرانسیل استفاده می کند و بنابراین دقت این میکرومتر در مقایسه با میکرومتر معمولی افزایش می یابد. در این میکرومتر ، پیچ دارای دو نوع گام است که در شکل نشان داده شده است ، یکی کوچکتر و دیگری بزرگتر ، به جای یک گام یکنواخت مانند میکرومتر معمولی.
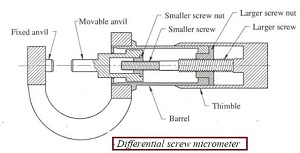
هر دو پیچ راست دست هستند و پیچ ها آنقدر مرتب شده اند که چرخش انگشت شست ، یک پیچ است. به جلو حرکت می کند و سایر حرکت به عقب. سندان به انگشت متصل نیست ، اما در داخل بشکه می لغزد. مهره پیچ کوچکتر در سندان ثابت می شود در حالی که مهره پیچ بزرگتر با بشکه ثابت می شود ، بنابراین پیچ با انگشت می چرخد. در مورد یک میکرومتر متریک ، سطح معمولی پیچ برای 0.4 میلی متر و 0.5 میلی متر است. بنابراین ، با یک دور انگشت شست ، سندان اندازه گیری به میزان 0.5-0.4 = 0.1 میلی متر پیش می رود. محیط انگشت شست در 100 تقسیم مساوی تقسیم شده است. بنابراین سندان در جهت محوری بر حسب میلی متر که مربوط به یک تقسیم انگشت است حرکت می کند. این میکرومتر به دلیل حرکت کلی محوری کوچک (حرکت محوری افتراقی) دوک دارای محدوده کوچکتری است.
میکرومتر دیجیتال
دستگاه اندازه گیری مکانیکی به عنوان میکرومتر و ورنیه برای اندازه گیری هایی با دقت 0.001 میلی متر مناسب است. این دستگاه ارزان ، سبک ، جمع و جور و نسبتاً مقاوم است. اما وقتی دقت اندازه گیری بیشتر مورد نیاز است ، این دستگاه های مکانیکی ناکافی هستند. در مورد ابزارهای دیجیتال یا الکترونیکی ، ابزارهای اندازه گیری دارای خوانش دیجیتالی الکترونیکی در ابزار اندازه گیری صنعتی رایج شده اند تا دقت و سهولت خواندن را از طریق بازخوانی دیجیتال الکترونیکی به دست آورند.
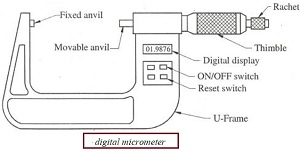
میکرومتر دیجیتالی شامل قاب ، سندان ، دوک ، مهره قفل ، بشکه ، انگشت شست ، ضامن دار ، صفحه LCD و کلید ON/OFF ZERO است که در شکل نشان داده شده است. یک بازخوانی دیجیتالی را در ساختار بدن میکرومتر وارد کرده است. بازخوانی دیجیتال با یک رمزگذار دوار یکپارچه شده است که قادر به خواندن جابجایی محوری دوک است که با چرخاندن انگشت شست می چرخد. میکرومترهای دیجیتال در تعداد زیادی از اندازه های مختلف موجود است ، به طور معمول 0-25 میلی متر ، 25-50 میلی متر ، 50-75 میلی متر و 75-100 میلی متر. آنها برای اندازه گیری طول ، قطر یا ضخامت استفاده می شوند. کالا صنعتی ابزار دقیق نظیر میکرومتر کولیس عمق سنج به صورت آنالوگ و دیجیتال با تنوع برند میتوتویو و اینسایز و آکاد برای فروش به مشتریان خود ارائه میدهد. برای دریافت کاتالوگ و قیمت ابزار دقیق با کارشناسان فروش در ارتباط باشید.